гўЗхЙмЕРзЈвЕжЦдьгХжЪЗНаЮВЙГЅЦї
ЗЂВМЪБМфЃК2017-06-21 12:06:36 фЏРР
ДЮ
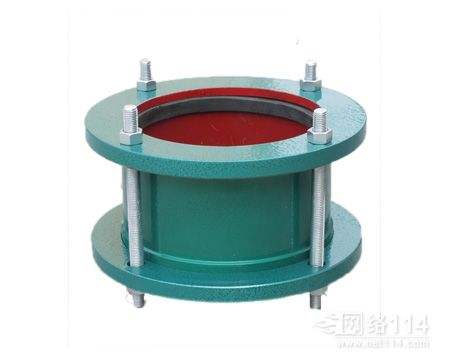
ЗНаЮВЙГЅЦїгЩЙмзгьажЦЖјГЩЃЌГпДчНЯаЁЕФПЩгУвЛИљЙмзгьажЦЃЌДѓГпДчЕФПЩгУЖўИљЛђШ§ИљЙмзгьажЦЁЃ
ЗНаЮВЙГЅЦїжївЊзїгУЪЧЃКВЙГЅЙмЕРЕФШШБфаЮСПЁЃЗНаЮВЙГЅЦїЖргУгкЙмЕРДЉЙ§НсЙЙЩьЫѕЗьЁЂПЙе№ЗьМАГСНЕЗьДІЦЬЩшНјааВЙГЅЁЃ
гЩгкВЙГЅЦїЙЄзїЪБЃЌЦфЖЅВПЪмСІзюДѓЃЌвђЖјЖЅВПгІгУвЛИљЙмзгьажЦЃЌВЛдЪаэКИПкДцдкЁЃЦфьажЦЙЄвегаРфЭфМАШШЭфСНжжЁЃ
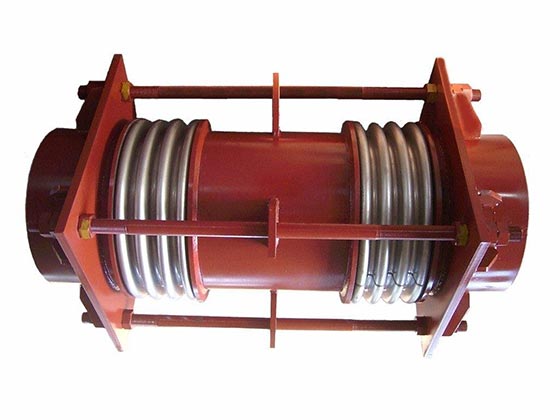
РфЭфжЦдь
ИжЙмЕФРфЭфПЩдкЦНЬЈЩЯВЩгУЪжЖЏЭфЙмЦїЪНЭфЙмЛњНјааЁЃЭфЙмЛњЕФЬЅФЄгІЗћКЯИжЙмЕФЭтОЖКЭЭфЧњАыОЖЁЃгУЭфЙмЛњгІБШЙцЖЈНЧЖШЖр3°—5°ЁЃ
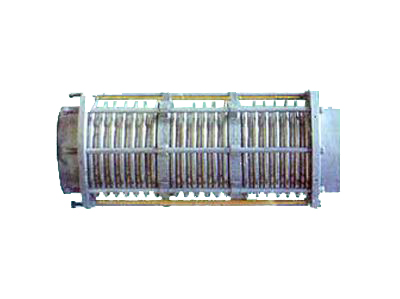
ШШЭфжЦдь
ИжЙмдкМгШШзДЬЌЯТЭфЧњГЦЮЊШШЭфЃЌШШЭфЗжЮЊЮоелжхГфЩАЭфЙмКЭгаелжхВЛГфЩАЭфЙмЁЃЗНаЮЛиелЭфЪНВЙГЅЦїЭЈГЃВЩгУЮоелжхГфЩАЭфЙмЁЃЦфжївЊЙЄађАќРЈЛЎЯпЁЂГфЩАЁЂМгШШЁЂЭфЙмЁЂРфШДКЭШШДІРэЕШЙЄађЁЃИїЙЄађОљЖдЭфЙмжЪСПжСЙиживЊЃЌгІЧаЪЕАДЙЄвеВйзїЙцГЬНјааЁЃ
ЗНаЮВЙГЅЦїжЦдьЭъГЩКѓЦфжааФЯпГпДчгІТњзуБъзМЯЕСаЫљСаГпДчвЊЧѓЁЃЦфЭфЙмДІЙмБкБэУцВЛЕУгаСбЮЦЁЂН№ЪєЗжВуЁЂЙ§ЩеЕШШБЯнЁЃ
ЗНаЮВЙГЅЦїдЄРЩьОљгІВЩгУРфРЩьЗНЗЈЃЌдЄРЩьЖрВЩгУЧЇНяЖЅМАРЙмЦїЙЄОпЁЃ
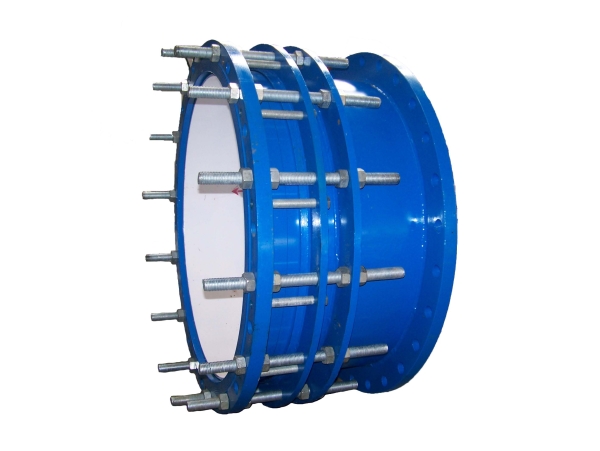
1\ВЩгУЧЇНяЖЅдЄРЃКжаНЋЧЇНяЖЅЗжБ№ЖЅдкВЙГЅЦїЕФСНБлЮЛжУЃЌжаМфВЩгУФОЗНжЇГХЃЈдкРЩьЧАЮіЪБВЛвЊНЋВЙГЅЦїСНЖЫЙмЕРгыЙЬЖЈжЇМмКИзЁЃЉЁЃдкВЙГЅЦїСНБпЕФжБЙмЖЮЪЪЕБВПЮЛЃЈвЛАудк2~2.5mзѓгвЃЉСєГіΔL/4ЕФЖдПкМфЯЖЃЌЙмПкгІЖдЦыЖде§ЁЃШЛКѓСНШЫЗжБ№ВйзїСНВрЕФЧЇНяЖЅЃЌЪЙСНБлППЧЇНяЖЅЕФбЙСІНЋЦфГХПЊЃЌжБжСЁЃгыЙмПкМфЯЖЯрХіЃЌМДПЩНЋЙмПкЕуКИзЁЁЃЙмЕРеве§ЕїжБКѓЃЌЙмПкНјааКИНгЃЌзюКѓШЁЯТЧЇНяЖЅЁЃдЄРЭъБЯЃЌЙмЕРгыЙЬЖЈжЇМмКИНгЙЬЖЈМДПЩЁЃ
ЧЇНяЖЅжУЗХЮЛжУВЛвЫППЖЅБлЬЋНќЛђЖЅдкЭфЭЗДІЁЃВйзїЪБгІСНВргУСІОљдШЃЌРЩьвЫЛКТ§ЁЃЧЇНяЖЅЙцИёгІФмТњзуЖдСНБлГХПЊЫљашЕФбЙСІЃЌЧЇНяЖЅгыжЇГХФОЗНгІдкЭЌвЛЫЎЦНжБЯпЮЛжУЩЯЁЃ
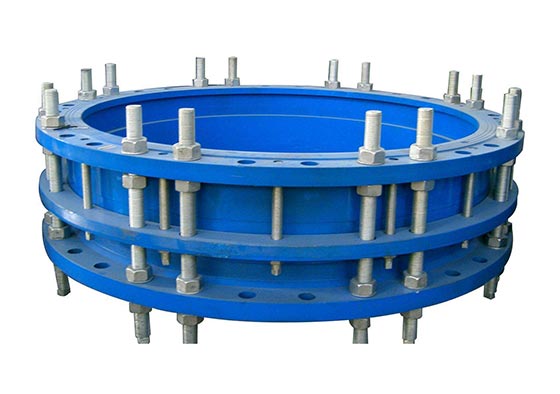
2\ВЩгУРЙмЦїдЄРЃКРЙмЦїПЩИљОнЙмОЖДѓаЁздаажЦзїЃЌжЦзїЧАНЋВЙГЅЦїСНВрСєГігыжБЙмЖЮЕФдЄРМфЯЖввL/4xвЫбЁдкНЯЪЁСІЕФЮЛжУДІЁЃНЋРЙмЦїЕФЗЈРМЙмПЈНєНєПЈдкБЛдЄРМфЯЖЕФСНЖЫЃЌМДвЛЖЫЪЧЩьЫѕЦїЃЌСэвЛЖЫЮЊжБЙмЖЮЁЃЦфжаЃЌДЉдкСНИіЗЈРМЙмПЈжЎМфЕФЫЋЭЗГЄТнЫЈзїЮЊЕїећКЭРНєгУЁЃЖдКУдЄРМфдЃЌгУНЧИжПщдкЙмПкДІЬљКИЃЌЕЋжЛФмКИзЁЙмзгЕФвЛЖЫЃЌСэвЛЖЫПЩздгЩвЦЖЏЁЂШЛКѓВйзїШЫдБЭЌЪБХЁНєРЙмЦїСНВрЕФТнФИЃЌЪЙЙмПкМфЯЖППТЃЁЃЕБНгПкКИНгЭъБЯКѓШЁЯТРЙмЦїЁЃВЂНЋЙмЕРгыЙЬЖЈжЇМмКИНгЙЬЖЈЁЃ
ВЩгУРЙмЦїНјаадЄРЩьЪБЁЃгІБЃжЄРЙмЦїЕФЧПЖШЃЌЫЋЭЗТнЫЈЕФжБОЖгІНјааСІЕФМЦЫуЁЃЗЈРМЙмПЈгІБЃжЄПЈНєЙмзгЃЌБмУтдкХЁНєТнФИЪБЙмПЈдкЙмзгЩЯвЦЖЏЖјЪЙдЄРЩьЪЇАмЁЃ